Each time you make a cut on a horizontal plane, there is move from the safety plane, down to the depth of the cut in Z, then the cut is made in XY and the tool is moved back out of the hole and then back up to the safety plane in Z.
This means that if you were to drill several holes on the side of a shape, you would have the drill moving back up to the safety plane on each hole. This is mainly for safety as sometimes programs are stopped and restarted in locations that could cause a collision if the tool is left down at the hole depth.
If you want to avoid the extra moves in Z, you could simply group the holes on each side of the part after they are geo-shaped and then drill them. This will create one Z move down and leave the head at that Z location and then move between each of the holes, returning to the Z height of the safety plane when the holes are done.
This is how the cycle would look when the holes are drilled:
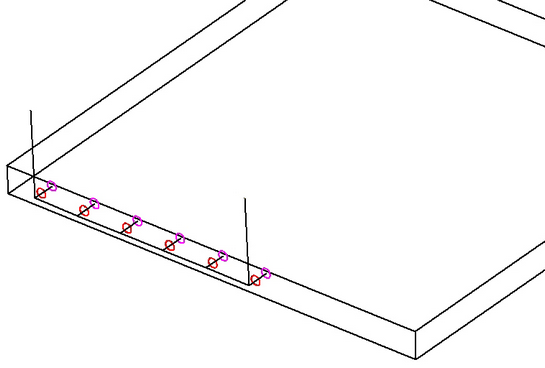
This would work with either a horizontal drill in a drill block, or an aggregate tool drilling on the side of a part. If Plane Detect is turned on, only one horizontal comp move will be generated as well.
The code would look like this:
%
:1234(HBORING)
N1G00G17G20G28G40G80G91Z0M5
N2G90
N3G52X0Y0Z0
N4G08P1
N5M08
N6(DRILL .25 DIA.)
N7G53C90.
N8G28G91Z0M05
N9G90T2003M06
N10T102
N11M03S18000
N12G00G17G54P43X1.Y-.25C90.
N13G00G43H3Z2.
N14G18G44H83
N15Z-.375
N16G01Y.375F150.
N17G00Y-.25
N18X2.2598
N19G01Y.375F150.
N20G00Y-.25
N21X3.5196
N22G01Y.375F150.
N23G00Y-.25
N24X4.7794
N25G01Y.375F150.
N26G00Y-.25
N27X6.0392
N28G01Y.375F150.
N29G00Y-.25
N30X7.299
N31G01Y.375F150.
N32G00Y-.25
N33G00Z2.
N34H0
N35G53C90.
N36G28G91Z0M5
N37G28G91X0M09
N38G90
N39G52X0Y0Z0
N40G08P0
N41M30
%