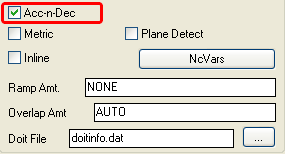
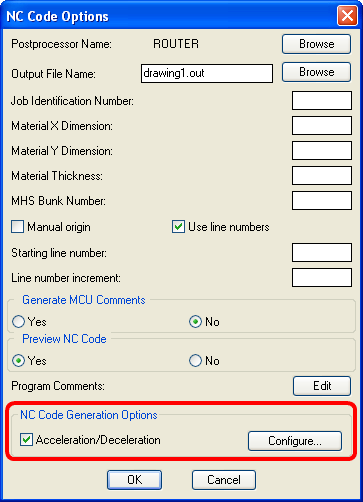
Checking this box enables the Acc-n-Dec feature at the cut level. Acc-n-Dec will output feedrate changes in the code depending on the geometry the tool is cutting and the maximum feedrate programmed.
Check this box to apply Acc-n-Dec feedrate changes to the next tool path you make. To get the feedrate changes in the code, you would also check the Acc-n-Dec button in the Sequence Options.
If you wish to disable Acc-n-Dec later, de-select Acc-n-Dec in the Sequencer to skip insertion of feedrate changes for all tool paths in the program.
In the code example below, each of the feedrate changes have been highlighted.
%
: 1 (ACCDEC SAMPLE 1)
N1 G00 G17 G20 G28 G40 G80 G91 Z0 M5
N2 G90
N3 G52 X0 Y0 Z0
N4 G08 P1
N5 M08
N6 (ROUTER-BIT .5 DIA.)
N7 G28 G91 Z0 M05
N8 G90 T2001 M06
N9 T102
N10 M03 S18000
N11 G00 G17 G55 X43.9728 Y13.2444
N12 G00 G43 H1 Z.25
N13 G41 D01 G01 Y13.2559 F350.
N14 Y13.5078 F500.
N15 Y13.5194 F350.
N16 Z.2385
N17 Z-.4885 F500.
N18 Z-.5 F350.
N19 G03 X43.4728 Y14.0194 I-.5 F47.5
N20 G01 X43.4014 F71.16
N21 X25.5516 F1000.
N22 X25.4801 F71.16
N23 G02 X24.7311 Y14.7684 J.749
N24 G01 Y37.9181 F1000.
N25 Y37.9895 F71.16
N26 G02 X25.4801 Y38.7385 I.749
N27 G01 X62.2889 F1000.
N28 X62.3604 F71.16
N29 G02 X63.1094 Y37.9895 J-.749
N30 G01 Y14.8398 F1000.
N31 Y14.7684 F71.16
N32 G02 X62.3604 Y14.0194 I-.749
N33 G01 X43.4728 F1000.
N34 X42.9728
N35 G03 X42.4728 Y13.5194 J-.5 F47.5
N36 G00 Z.25
N37 G40 G00 Y13.2444
N38 G28 G91 Z0 M5
N39 G28 G91 X0 M09
N40 G90
N41 G52 X0 Y0 Z0
N42 G08 P0
N43 M30
%